BOSM -6010 қарсы басты бұрғылау станогы


1. Машинаны пайдалану:
BOSM- 6000*1000 бекітілген арқалық CNC порталдық қос бағаналы бас-басына бұрғылау және фрезерлік станок – экскаватор тұтқаларын/таяқтарын өңдеуге арналған арнайы станок. Жастық, дайындаманы жылдам өңдеуді жүзеге асыра алады, дайындаманы тиімді инсульт диапазонында бұрғылауға, фрезерге және бұрғылауға болады, дайындаманы бір уақытта орнында өңдеуге болады (екінші қысу қажет емес), тиеу және түсіру жылдамдығы жылдам, орналастыру жылдамдығы жылдам және өңдеу дәлдігі жоғары. Жоғары, жоғары өңдеу тиімділігі.
2.Машина құрылымыЕрекше өзгешеліктері:
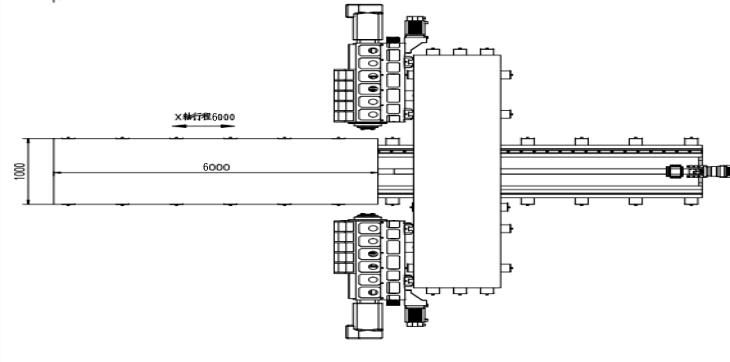
Станоктың негізгі құрамдас бөліктері: кереует, жұмыс үстелі, сол және оң жақ колонналар, арқалықтар, порталдық байланыстырушы арқалықтар, ершіктер, қошқарлар және т.б., ірі бөлшектерді шайырлы құмды қалыптау, жоғары сапалы сұр темір 250 құю, ыстық күйде күйдіреді. құм шұңқыры → дірілді қартаю → термоөңдеу Пешті жасыту→діріл қартаю →өрескел өңдеу→діріл қартаю→ыстық пешті күйдіру → дірілді қартаю → өңдеу, бөлшектердің теріс кернеуін толығымен жояды және бөлшектердің өнімділігін тұрақты ұстаңыз. Бекітілген төсек, сол және оң жақ бағаналар, портал және жұмыс үстелі қозғалады; Оның фрезерлеу, бұрғылау, бұрғылау, зеңбіректеу, бұрғылау және т.б. функциялары бар. Құралды салқындату әдісі сыртқы салқындату болып табылады. Станокта 4 осьті байланыстыруды және 5 осьті бір әрекетті жүзеге асыра алатын 5 беру осі бар. 2 қуат басы бар. Станоктың осі мен қуат басы төмендегі суретте көрсетілген.


2.1Осьтік беріліс беру бөлігінің негізгі құрылымы
2.1.1. X осі:Жұмыс үстелі бекітілген төсектің бағыттаушы рельсі бойымен бүйірлік бағытта жүреді.
X 1 осьтік жетек: айнымалы ток сервомоторы және жоғары дәлдіктегі планетарлық редуктор X осінің сызықтық қозғалысын жүзеге асыру үшін жұмыс үстелінің қозғалысын басқару үшін шарикті бұрандамен басқарылады.
Бағыттаушы рельс пішіні: екі жоғары дәлдіктегі сызықты бағыттаушы рельстерді төсеңіз.
2.1.2 Z1 осі:Қуат бастиегі мен седла бағананың алдыңғы жағында тігінен орнатылып, бағана бағыттаушы рельс бойымен жоғары және төмен өзара қозғалады.
Z1 осінің беріліс қорабы: айнымалы ток сервоқозғалтқышы және синхронды доңғалақ Z осінің сызықтық қозғалысын жүзеге асыру үшін ершікті қозғау үшін шарикті бұранданы басқару үшін қолданылады.
2.1.3 Z2 осі:Қуат бастиегі мен седла бағананың алдыңғы жағында тігінен орнатылып, бағана бағыттаушы рельс бойымен жоғары және төмен өзара қозғалады.
Z2 осі беріліс қорабы: айнымалы ток сервоқозғалтқышы және синхронды доңғалақ Z осінің сызықтық қозғалысын жүзеге асыру үшін ершікті басқару үшін шарикті бұранданы басқару үшін пайдаланылады.
2.1.4 Y1 осі:Қуат басының седласы оң жақ бағанның алдыңғы жағында тігінен орнатылады және бағанның бағыттаушы рельсінің бойымен солға және оңға қарай жүреді.
Y1 осьтік беріліс: айнымалы ток сервомоторы және жоғары дәлдіктегі планетарлық редуктор Y1 осінің сызықтық қозғалысын жүзеге асыру үшін шарикті бұранда арқылы жылжыту үшін қолданылады.
2.1,5 Y2 осі:Қуат басының седласы оң жақ бағанның алдыңғы жағында тігінен орнатылып, бағанның бағыттаушы рельсінің бойымен солға және оңға қарай жүреді.
Y2 осьтік беріліс: айнымалы ток сервомоторы және жоғары дәлдіктегі планетарлық редуктор Y2 осінің сызықтық қозғалысын жүзеге асыру үшін шарикті бұранда арқылы жылжыту үшін қолданылады.
2.2 Бұрғылау және фрезерлік қуат басының қозғалыс бағыты (қуат бастиегі 1 және 2-ні қоса) 4 сызықты роликті бағыттаушы рельс жұптарымен басқарылады және жетек синхронды белдікті (i=2) және дәл допты басқару үшін айнымалы ток сервомоторын қабылдайды. бұрандалы жұп беру. Қуат басы сервоны қабылдайды Қозғалтқыш синхронды белдік пен синхронды доңғалақ арқылы баяулайды, ауыр жүкті дәл бағыттаушы рельс жұбы басшылыққа алады және қуат басының тік қозғалысын жүзеге асыру үшін айналу үшін тік шарикті бұранданы басқарады. Ол сондай-ақ бұрандалы және сервоқозғалтқышты азайту үшін азот теңгерімінің жолағымен жабдықталған. Z осі қозғалтқышында автоматты тежеу функциясы бар. Электр қуаты өшіп қалған жағдайда, автоматты тежегіш қозғалтқыш білігін бұра алмайтындай етіп қатты ұстайды. Жұмыс кезінде бұрғы дайындамаға тимегенде, ол тез беріледі; бұрғы дайындамаға тигенде, ол автоматты түрде жұмыс беруіне ауысады. Бұрғы бит дайындамаға енген кезде ол автоматты түрде жылдам кері айналдыруға ауысады; бұрғылау ұшы дайындамадан шығып, белгіленген күйге жеткенде, жұмыс үстелі автоматты айналымды жүзеге асыру үшін келесі тесік күйіне өтеді. Қуат басы сым мен қатты рельстің тіркесімін қабылдайды, бұл жабдықтың жұмыс жылдамдығын қамтамасыз етіп қана қоймайды, сонымен қатар жабдықтың қаттылығын айтарлықтай арттырады. Және ол еңбек өнімділігін арттыратын соқыр тесіктерді бұрғылау, фрезерлеу, фаскаларды кесу, жоңқаларды бұзу, жоңқаларды автоматты түрде жою және т.б. функцияларын жүзеге асыра алады.

(сол жақ қуат басы)
2.3. Чиптерді алу және салқындату
Жұмыс үстелінің астында екі жағында спиральды және жалпақ шынжырлы чип конвейерлері орнатылған және өркениетті өндірісті жүзеге асыру үшін чиптер спиральды және тізбекті пластиналардың екі сатысы арқылы соңында чип конвейеріне автоматты түрде шығарылуы мүмкін. Жоңқалы конвейердің салқындату сұйықтығының резервуарында салқындатқыш сорғы бар, оны бұрғылау өнімділігі мен бұрғы қашауының қызмет ету мерзімін қамтамасыз ету үшін құралды сыртқы салқындату үшін пайдалануға болады, ал салқындатқышты қайта өңдеуге болады.
3. Толық сандық сандық басқару жүйесі:
3.1. Чипті бұзу функциясы арқылы чипті бұзу уақыты мен чипті бұзу циклін адам-машина интерфейсінде орнатуға болады.
3.2. Құралды көтеру функциясымен құралды көтеру биіктігін адам-станок интерфейсінде орнатуға болады. Бұрғылау осы биіктікке жеткенде, бұрғы қашау дайындаманың жоғарғы жағына тез көтеріледі, содан кейін жоңқалар лақтырылады, содан кейін бұрғылау бетіне жылдам жіберіледі және автоматты түрде жұмысқа түрленеді.
3.3. Орталықтандырылған жұмысты басқару қорабы мен портативті құрылғы сандық басқару жүйесін қабылдайды және USB интерфейсімен және сұйық кристалды сұйық кристалды дисплеймен жабдықталған. Бағдарламалауды, сақтауды, көрсетуді және байланыстыруды жеңілдету үшін операциялық интерфейсте адам мен машина диалогы, қатені өтеу және автоматты дабыл сияқты функциялар бар.
3.4. Жабдық өңдеуден бұрын тесік орнын алдын ала қарау және қайта тексеру функциясына ие және операция өте ыңғайлы.
3.5. Автоматты майлау
Станоктың дәл сызықты бағыттаушы рельс жұптары, дәлдіктегі шарикті бұрандалы жұптар және басқа да жоғары дәлдіктегі қозғалыс жұптары автоматты майлау жүйелерімен жабдықталған. Автоматты майлау сорғысы қысымды майды шығарады, ал майдың сандық камерасы майға кіреді. Май камерасы маймен толтырылғаннан кейін, жүйедегі қысым 1,4-1,75Мпа-ға дейін көтерілгенде, жүйедегі қысым қосқышы жабылады, сорғы тоқтайды, ал түсіру клапаны бір уақытта түсіреді. Жолдағы май қысымы 0,2Мпа-дан төмен түскенде, сандық майлаушы майлау нүктесін толтыра бастайды және бір майды толтыруды аяқтайды. Сандық инжектордың майын дәл беру және жүйе қысымын анықтау арқасында май беру сенімді, әрбір кинематикалық жұптың бетінде май қабықшасының болуын қамтамасыз етеді, үйкеліс пен тозуды азайтады және зақымдануды болдырмайды. қызып кетуден туындаған ішкі құрылым. , станоктың дәлдігі мен қызмет ету мерзімін қамтамасыз ету. Жылжымалы бағыттаушы рельс жұбымен салыстырғанда, осы станокта қолданылатын жылжымалы сызықтық бағыттаушы рельс жұбы бірқатар артықшылықтарға ие:
①Қозғалыс сезімталдығы жоғары, жылжымалы бағыттаушы рельстің үйкеліс коэффициенті аз, бар болғаны 0,0025 ~ 0,01 және қозғалыс күші айтарлықтай төмендейді, бұл қарапайым техниканың 1/10 бөлігіне ғана тең.
② Динамикалық және статикалық үйкеліс арасындағы айырмашылық өте аз және кейінгі өнімділік тамаша, яғни қозғалыс сигналы мен механикалық әрекет арасындағы уақыт аралығы өте қысқа, бұл жауап жылдамдығы мен сезімталдықты жақсартуға қолайлы. сандық басқару жүйесі.
③Ол жоғары жылдамдықты сызықтық қозғалыс үшін қолайлы және оның лездік жылдамдығы жылжымалы бағыттаушы рельстерге қарағанда шамамен 10 есе жоғары.
④ Ол бос қозғалысты жүзеге асыра алады және механикалық жүйенің қозғалыс қаттылығын жақсартады.
⑤Кәсіби өндірушілер шығарған, оның дәлдігі жоғары, әмбебаптығы жақсы және техникалық қызмет көрсету оңай.

4. Машинаны пайдалану ортасы:
Қуат көзі: үш фазалы AC380V ± 10% , 50Гц ± 1 Қоршаған орта температурасы: 0 ° ~ 45 °

5. Негізгітехникалық параметрлері:
| Үлгі | BOSM6010 | |
| Өңдеу дайындамасының максималды өлшемі | Ұзындығы × ені × биіктігі (мм) | 6000×1000×1500 |
| Портальды максималды беру | Ені (мм) | 1300 |
| жұмыс үстелінің өлшемі | Ұзындығы X Ені (мм) | 6000*1000 |
|
Көлденең бұрғылау бастиегі қуат басы бір екі
| Саны (2) | 2 |
| Шпиндель конусы | BT50 | |
| Бұрғылау диаметрі (мм) | Φ2-Φ60 | |
| Кесу диаметрі (мм) | M3-M30 | |
| Шпиндель жылдамдығы (р/мин) | 30~6000 | |
| Сервошпиндель қозғалтқышының қуаты (кВт) | 37 | |
| Үстел ортасынан бір шпиндельді мұрын қашықтығы (мм) | 150-650 | |
| Қос шпиндельдің мұрын ұшының ортаңғы қашықтығы (мм) | 300-1300 | |
| Бір қошқардың сол және оң штрихы (мм) | 500 | |
| Қошқардың ортасы мен үстел жазықтығы арасындағы қашықтық (мм) | 200-1700 | |
| Қошқардың жоғары және төмен жүрісі (мм) | 1500 | |
| Қайталану мүмкіндігі | 300мм*300мм | ±0,02 |
| Станоктың өлшемдері | Ұзындығы × ені × биіктігі (мм) | сызбаларға сәйкес |
| Жалпы салмақ (т) | (шамамен) 36 | |
Жоғарыда келтірілген параметрлер алдын ала жобалық параметрлер болып табылады. Нақты дизайнда дайындаманың өңдеу талаптарына және станоктың дизайн талаптарына сәйкес компанияңыздың өңдеу бөліктерінің талаптарын қанағаттандыру үшін өзгерістер болуы мүмкін.