






Баршамызға белгілі, қазіргі заманғы машина жасау өнеркәсібінде кәсіпорындардың сұранысы кеңарнайы станоктар. Жалпы, қарапайым бұрғылау станоктары жоғары еңбек сыйымдылығы, төмен арнайы өнімділігі, төмен өнімділігі және дәлдік кепілдік жоқ; арнайы көп тесігі барбұрғылау машиналарыыңғайлы, еңбекті үнемдейтін, игеруге оңай, жұмыс қателері мен істен шығуға бейім емес. Олар жұмысшылардың шаршауын азайтып қана қоймай, жұмысшылар мен бұрғылау машиналарының қауіпсіздігін қамтамасыз ете алады. Бұл қауіпсіз және бұрғылау машинасының өнімділігін арттыруы мүмкін. Ғылым мен техниканың үздіксіз дамуымен,арнайы бұрғылау машиналарыөндірісте кеңінен қолданылады. Басқаша айтқанда, мамандандыру неғұрлым күшті болса, компания өз өнімінің сапасына соғұрлым жақсы кепілдік бере алады. Сондықтан арнайы станоктарды қолдану кәсіпорындардың бәсекеге қабілеттілігінде өте маңызды рөл атқарады.

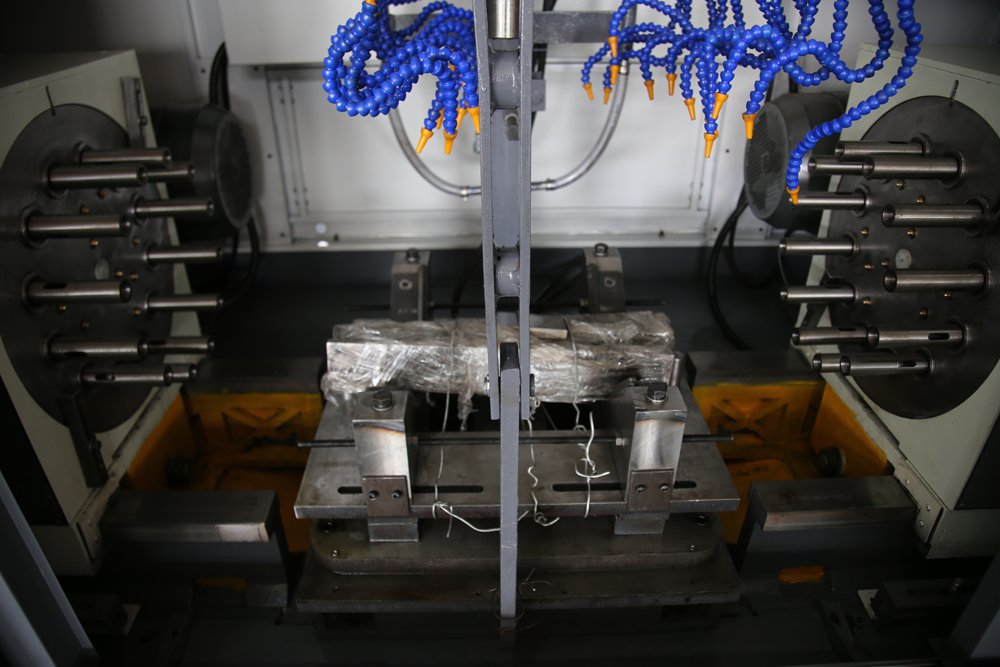
Theкөп тесікті бұрғылау станокбіздің зауыт шығаратын өнімдер әсіресе бағытталғанклапан өнеркәсібі. Ол барлық түрлерін жүзеге асыра аладықақпа клапандары, көбелек клапандар, басқару клапандарыжәне басқа клапандар. шойыннан немесе шойыннан жасалған үш немесе екі жақты фланецтер болуы мүмкінбұрғылау және бұрғылауосы уақытта. Клапанның тиімділігін таңғажайып арттырудан басқа, сорғы корпустарын, автомобиль бөлшектерін, инженерлік машиналарды және басқа бөлшектерді өңдеу сияқты басқа да негізгі қолдану салаларын бір уақытта соңғы тесіктерді, ортаңғы тесіктерді, конустық тесіктерді және бұрғылау үшін пайдалануға болады. дайындамадағы сфералық тесіктер. Тесіктерді өңдеу. көп-бұрғылауГидравликалық және сандық басқару жүйесінің жұмысының екі режимі бар, олар автоматтандыруды, жоғары дәлдікті, көп сортты және жаппай өндірісті жүзеге асыра алады.
Сондай-ақ пайдалану кезінде кейбір сақтық шаралары баркөп тесікті бұрғылар. Бұл үшін біз келесі қорытынды жасадық:
1) Бұрғы бит жеке реттеліп, қаптамада болуы керек және діріл мен соқтығысуды болдырмау үшін тасымалдау кезінде мықтап бекітілуі керек.
2) Бұрғы қашауының диаметрін өлшеу үшін механикалық жанасудан жарақат алмас үшін аспаптық микроскоп сияқты жанаспайтын өлшеу құралын пайдаланыңыз.
3) Theкөп шпиндельді бұрғылауқуат басы пайдалану кезінде бұрғылау үлгісінің орналасу сақинасын пайдалануы керек, осылайша шпиндельге орнатылған бұрғы қашауының ұзаруын біркелкі етіп реттеу керек. Көп шпиндельдібұрғылау машиналарыәрбір шпиндельдің бұрғылау тереңдігі бірауыздан болуы үшін осы тармаққа көбірек назар аудару керек.
4) Бұрғы кесу жиегінің тозуын тексеріңіз.
5) Theкөп тесікті бұрғылау станокшпиндель мен патронның концентрлілігін жүйелі түрде тексеру керек. Нашар концентрлік шағын диаметрлі бұрғылардың сынуына және саңылау диаметрінің ұлғаюына әкеледі. Нашар қысу күші нақты жылдамдықтың орнатылған жылдамдыққа сәйкес келмеуіне әкеледі. Бұрғылар арасында сырғанау болады.
6) Патрондағы көп тесікті бұрғы қашауының қысқыш ұзындығы мықтап қысылатын бұрғылау білігінің диаметрінен 4-5 есе артық.
7) Әрқашан шпиндельді тексеріңіз. Бұрғылау кезінде сынған бұрғылар мен ішінара тесіктерді болдырмау үшін негізгі білікті шайқауға болмайды.
8) Көп саңылаулы бұрғы жұмыс үстеліндегі позициялау жүйесі берік орналастырылған және тегіс төселген, бұл бұрғы қашауының қызмет ету мерзімін ұзартады және өндіріс құны мен шығынын азайтады. Шамадан тыс ұнтақтау әсері кері әсер етеді.


Жіберу уақыты: 20 қараша 2021 ж