Оське арналған орталық жетекті токарлық станок

Автомобиль осінің технологиясын талдау

Автокөлік осі
Арбаның (раманың) екі жағында доңғалақтары бар осьтерді жалпы түрде автомобиль осьтері деп атайды, ал жүргізу мүмкіндігі бар осьтерді жалпы түрде осьтер деп атайды. Екеуінің негізгі айырмашылығы - осьтің (осьтің) ортасында жетек бар ма. Бұл жұмыста жетек блогы бар автомобиль осін автомобиль осі деп атайды, ал жетексіз көлік айырмашылықты көрсету үшін автомобиль осі деп аталады.
Логистика мен тасымалдауға сұраныстың артуымен кәсіби тасымалдауда және арнайы операцияларда автомобиль осьтерінің, әсіресе тіркемелер мен жартылай тіркемелердің артықшылығы барған сайын айқын бола бастады және нарық сұранысы айтарлықтай өсті.
Бұл технология осьті өңдеу процесін талдайды, тұтынушыларға қолайлы CNC машинасын таңдауға көмектеседі деп үміттенеді.


Автомобиль осінің классификациясы:
Осьтердің түрлері тежегіш түріне қарай әр түрлі және: дискілі тежегіш осьтер, барабан тежегіш осьтері және т.б.
Білік диаметрінің құрылымының өлшемі бойынша ол бөлінеді: американдық ось, неміс осі; т.б.
Пішіні мен құрылымы бойынша ол бөлінеді:
тұтас: тұтас шаршы түтік осі, қуыс шаршы түтік осі, қуыс дөңгелек ось;
бөлінген корпус: білік басы + қуыс білік құбырын дәнекерлеу.
Осьтің өңдеу мазмұнынан тұтас және қуыс осьтер өңдеу жабдықтарын таңдауға қатысты.
Төменде бүкіл осьтің (сонымен қатар тұтас және қуыс болып бөлінеді; төртбұрышты түтік және дөңгелек түтікке бөлінеді) және бөлінген осьтің (тұтас және қуыс білік басы + қуыс білік құбырын дәнекерлеу) өндіріс процесін талдау, Атап айтқанда, өңдеу процесі неғұрлым қолайлы машинаны таңдау үшін талданады.
Автомобиль осьтеріне арналған машина және өндіріс процесі:
1. Жалпы осьтің дәстүрлі өндірістік процесі:

Жоғарыда көрсетілген осьті өндіру процесінде өңдеуді аяқтау үшін станоктардың кем дегенде үш түрі қажет: фрезерлік станок немесе екі жақты бұрғылау станок, CNC токарлық станок, бұрғылау және фрезерлік станок және CNC токарлық станок айналдыру керек (кейбір тұтынушыларда таңдалған қос басты CNC токарь). Жіпті өңдеуге келетін болсақ, егер біліктің диаметрі сөндірілсе, ол сөндіруден кейін өңделеді; егер сөндіру болмаса, ол OP2 және OP3-те өңделеді, ал OP4 және OP5 ретті станоктар өткізілмейді.

Жаңа өндіріс процесінде өңдеу үшін қолданылатын фрезерлік станок (тұтас ось) немесе екі жақты бұрғылау білігі (қуыс ось) плюс CNC токарлық станок, дәстүрлі OP1 фрезерлік, OP2, OP3 бұру реті, тіпті OP5 бұрғылау және фрезерлеу Оны ауыстыруға болады. OP1 қос ұшты CNC токарлық станокпен.
Білік диаметрі сөндіруді қажет етпейтін тұтас осьтер үшін барлық өңдеу мазмұнын бір орнатуда аяқтауға болады, оның ішінде фрезерлік кілт ойықтары мен радиалды тесіктерді бұрғылау. Білік диаметрі сөндіруді қажет етпейтін қуыс осьтер үшін станокта автоматты түрлендіру қысқышы стандартын жүзеге асыруға болады, ал өңдеу мазмұнын бір станокпен аяқтауға болады.
Екі жақты осьті арнайы CNC токарлық станоктарды таңдаңыз осьтерді өңдеу өңдеу бағытын айтарлықтай қысқартады, сонымен қатар таңдалған станоктардың түрі мен саны да азаяды.
3. Бөлінген ось өндіру процесі:

Жоғарыда көрсетілген процестен дәнекерлеуге дейінгі ось түтігінің өңдеу жабдығы да екі жақты CNC токарлық станок ретінде таңдалуы мүмкін. Дәнекерлеуден кейін осьті өңдеу үшін екі жақты осьтерге арналған арнайы CNC токарлық станок бірінші таңдау болуы керек: екі ұшын бір мезгілде өңдеу, өңдеудің жоғары тиімділігі және өңдеудің жақсы дәлдігі. Егер осьтің екі шетіндегі шпонка мен радиалды саңылауды өңдеу қажет болса, машинаны келесі кілттер мен радиалды тесікті бірге өңдеу үшін электр құрал ұстағышымен де жабдықтауға болады.
4. Жаңа технологиялық таңдау машинасының артықшылығы мен ерекшелігі:
1) Процесті шоғырландыру, дайындамаларды қысу уақытын қысқарту, қосалқы өңдеу уақытын қысқарту, бір уақытта өңдеу технологиясын екі шетінде қолдану, өндіріс тиімділігі айтарлықтай жақсарды.
2) Бір реттік қысу, екі ұшын бір мезгілде өңдеу осьтің өңдеу дәлдігін және коаксиалдылығын жақсартады.
3) Өндіріс процесін қысқарту, өндіріс орнындағы бөлшектердің айналымын азайту, учаскені пайдалану тиімділігін арттыру, өндірісті ұйымдастыру мен басқаруды жақсартуға көмектесу.
4) Өндірістің толық автоматтандырылуына қол жеткізу және еңбек шығындарын азайту үшін өнімділігі жоғары өңдеу жабдықтарын қолданудың арқасында оны тиеу-түсіру құрылғыларымен және сақтау құрылғыларымен жабдықтауға болады.
5) Дайындама аралық позицияда қысылады, қысқыш сенімді, ал станокты кесу үшін қажетті момент жеткілікті және жонуды үлкен көлемде орындауға болады.
6) Станок, әсіресе қуыс ось үшін автоматты анықтау құрылғысымен жабдықталуы мүмкін, ол өңдеуден кейін осьтің біркелкі қалыңдығын қамтамасыз ете алады.
7) Қуыс осьтер үшін OP1 секвенсерінің екі шетіндегі ішкі саңылаулар біткен кезде, дәстүрлі тұтынушы бір ұшын қысқышты көтеру үшін, ал екінші ұшын бұруға арналған дайындаманы қатайту үшін құйрықты пайдаланады, бірақ өлшемі ішкі тесік басқаша. Кішірек ішкі тесік үшін қатайту қаттылығы жеткіліксіз, жоғарғы қатайту моменті жеткіліксіз және тиімді кесуді аяқтау мүмкін емес.
Жаңа қос бетті токарлық станок үшін қуыс ось, көлік құралының екі шетіндегі ішкі саңылаулар аяқталған кезде, машина автоматты түрде қысу режимін ауыстырады: екі ұшы дайындаманы қатайту үшін пайдаланылады, ал ортаңғы жетек дайындаманы жүзіп жібереді. айналдыру моментін беру үшін.
8) Кіріктірілген гидравликалық қысқыш дайындамасы бар басты тірек машинаның Z бағытында қозғалуы мүмкін. Тұтынушы ортаңғы шаршы түтіктегі позицияны (дөңгелек түтік), төменгі пластинаның орнын және осьтің білік диаметрін қажетінше ұстай алады.
5. Қорытынды:
Жоғарыда келтірілген жағдайды ескере отырып, автомобиль осін өңдеу үшін екі жақты CNC токарь станоктарын пайдалану дәстүрлі процестерге қарағанда айтарлықтай артықшылықтарға ие. Бұл өндіріс процесі мен машина құрылымы бойынша дәстүрлі станоктарды алмастыра алатын озық өндіріс технологиясы.
ортаңғы бөлімі
6. Тұтынушының осі

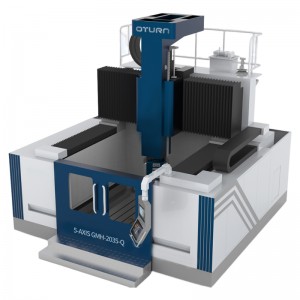
Арнайы қос жақты осьті CNC токарлық станок Кіріспе
Осьті өңдеу диапазоны: ∮50-200мм, □50-150мм, өңдеу ұзындығы: 1000-2800мм
Машинаның құрылымы және өнімділігімен таныстыру
Станок 45° көлбеу төсек орналасуын қабылдайды, оның қаттылығы жақсы және чиптерді оңай эвакуациялайды. Аралық жетекті қысу функциясы бар басты тірек төсек ортасында орналасқан, ал екі құрал ұстағыш шпиндель қорабының екі жағында орналасқан. Станоктың ең аз қысқыш ұзындығы - 1200 мм және өңдеудің максималды ұзындығы - 2800 мм. Айналмалы бағыттауыш қабылданады және әрбір серво беру білігі жоғары дыбыссыз шарикті бұранданы қабылдайды, ал серпімді муфта тікелей қосылады, шу төмен, позициялау дәлдігі және қайталанатын орналасу дәлдігі жоғары.
■Машина екі арналы басқару жүйесімен жабдықталған. Бөлшектің екі ұшын бір уақытта немесе дәйекті өңдеуді аяқтау үшін екі құрал ұстағышты шпиндельге бір уақытта немесе бөлек қосуға болады.
■Машина қос басты тіректермен жабдықталған. Негізгі тіреуіш төсек ортасына бекітілген, ал сервоқозғалтқыш тісті белдік арқылы негізгі білікке қуат береді. Қосалқы шпиндель қорабы станоктың төменгі бағыттаушы рельсіне орнатылады, негізгі шпиндель қорабымен коаксиалды және бөлшектерді тиеу мен түсіруді жеңілдету үшін сервоқозғалтқышпен осьтік қозғалуы мүмкін және әртүрлі қысқыштарды реттеуге ыңғайлы. позициялар. Бөлшектерді өңдеу кезінде қосалқы шпиндель негізі станок рельсіне бекітіледі. Екі бастың коаксиалды дәлдігі өндіріс процесімен қамтамасыз етіледі, нәтижесінде өңделген бөлшектердің концентрлік дәрежесі жоғары болады.


■Бастапқы шпиндель жүйесін, арматураны және май тарату жүйесін біріктіреді және ықшам құрылымы мен сенімді жұмысына ие. Меншікті қысқыш диаметрі мен бастың ені тапсырыс берушінің ось бөліктерімен анықталады.
Негізгі тіреуіш белбеу мен берілістің екі сатысы арқылы баяулайды, бұл шпиндельге үлкен айналу моментін шығаруға мүмкіндік береді. Бөлшектердің қысылуын жүзеге асыру үшін сәйкесінше негізгі басты тіректің сол жақ шетіне және қосалқы бастың оң жақ шетіне қысқыш орнатылады. Негізгі басты тірек тетіктерді айналдыруға жібергенде, қосалқы басты тірек қысқышының қысқыш бөліктері негізгі басты тірекпен бірге айналады.



Арматура үш радиалды цилиндрмен жабдықталған (дөңгелек материал да, төртбұрышты материал да қысылған болса, төрт радиалды цилиндр), поршень гидравликалық қысыммен кері қозғалыста болады және поршеньнің соңына тырнақтар орнатылады, бұл өздігінен жұмыс істеуді жүзеге асырады. бөлшектерді орталықтандыру. Қысқыш. Бөлшектерді ауыстырған кезде тырнақтарды өзгерту тез және оңай. Қысқыш күші гидравликалық жүйенің гидравликалық қысымымен реттеледі. Бөлшек өңделген кезде қысқыш негізгі білікпен бірге айналады, ал май тарату жүйесі қысқышқа майды береді, осылайша қысқыш айналу кезінде жеткілікті қысқыш күшке ие болады. Қысқыштың үлкен қысқыш күші мен үлкен тырнақ инсультінің артықшылықтары бар.
■Тапсырыс беруші қуыс осьті өңдегеннен кейін біркелкі қабырға қалыңдығы мәселесін шешу үшін машина дайындамаларды автоматты тексеру құрылғысымен жабдықталуы мүмкін. Осьті қысу аяқталғаннан кейін дайындама зондтың созылғанын автоматты түрде анықтайды және дайындаманың орнын өлшейді; өлшеу аяқталғаннан кейін құрылғы жабық кеңістікке шығады.


Қуыс осьтерді әртүрлі өңдеу процестері үшін, егер мойынтірек орны қысу анықтамасы ретінде пайдаланылса, автоматты қысқышы және қысқышы бар машина құрылымын таңдауға болады, ал бағдарламаланатын тірек негізгі және қосалқы шпиндель бастиектерінің екі жағында да қамтамасыз етіледі. бір машинаға қойылатын талаптар. Ол бір уақытта екі қадамды өңдеуді аяқтайды деп күтілуде. Сонымен қатар, ол автоматты тиеу және түсіру бөліктерін көбірек және жақсырақ таңдауға мүмкіндік береді.
■Сол және оң құрал ұстағыштары кәдімгі айналмалы құрал ұстағыштармен немесе қуат мұнараларымен жабдықталуы мүмкін. Олардың бұрғылау және фрезерлеу функциялары бар, олар негізгі бөлшектерді бұрғылау мен фрезерлеуді аяқтай алады.
■Станок толығымен қоршалған және автоматты майлау құрылғысымен және жоңқаларды автоматты түрде кетіру құрылғысымен (алдыңғы) жабдықталған. Оның жақсы қорғаныс өнімділігі, әдемі көрінісі, оңай жұмысы және ыңғайлы техникалық қызмет көрсетуі бар.
■Машинаның егжей-тегжейлі сипаттамалары мен конфигурациялары ось талаптары мен тұтынушы талаптарына сәйкес анықталады және бұл жерде қайталанбайды.



Назарларыңызға рахмет!